9 Z" o/ e* w, O+ S3 _- ?& \1 c5 Y3 x按生产工艺分厚膜片式电阻(ThickFilm Chip Resistor)和薄膜片式电阻(Thin Film Chip Resistor)两种。厚膜贴片电阻是采用丝网印刷将电阻性材料淀积在绝缘基体(例如氧化铝陶瓷)上,然后烧结形成的。我们常见且我司在大量使用的基本都是厚膜片式电阻,精度范围在±0.5%~10%之间,温度系数在±200ppm/℃~±400ppm/℃。薄膜片式电阻,通常为金属薄膜电阻,是在真空中采用蒸发和溅射等工艺将电阻性材料溅镀(真空镀膜技术)在绝缘基体上制成,特点是温度系数低,温漂小,电阻精度高。
7 E! `& V2 T1 Z" A9 K9 e0 P* T
按封装分 01005、0201、0402、0603、0805、1206、1210、2010、2512 等,其常见序列的精度为±1%、±5%,标准阻值有 E24 和 E96 序列,常见功率有 1/20W、1/16W、1/8W、1/4W、1/2W、1W 等。
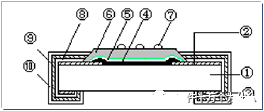
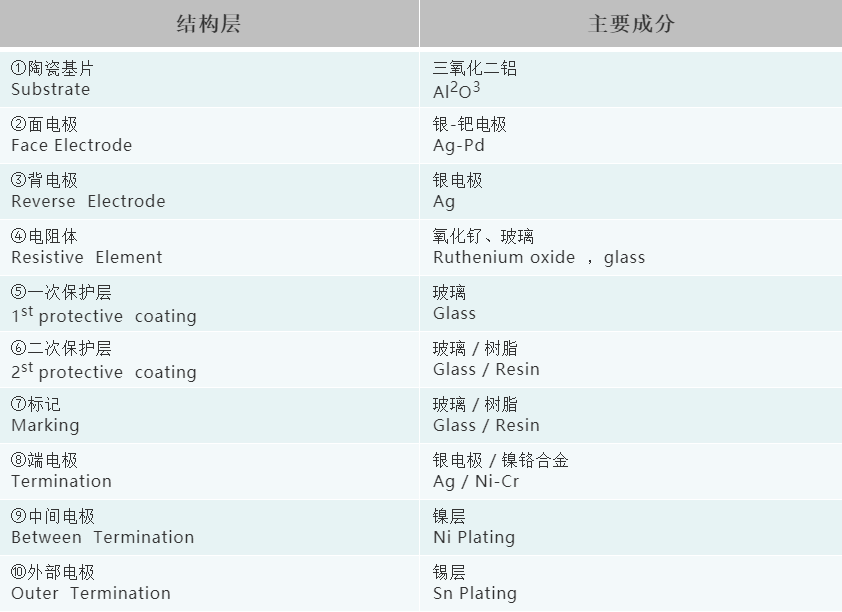
# v. L- a4 {- ?4 y贴片电阻的结构
贴片的电阻主要构造如下:
5 v5 } K* |+ M3 h, z3 X
4 m, {' q/ H% P$ P" q
& V; c* C D U0 u. ~# p* N8 o+ q5 D1 M0 G5 H; Q- {5 D
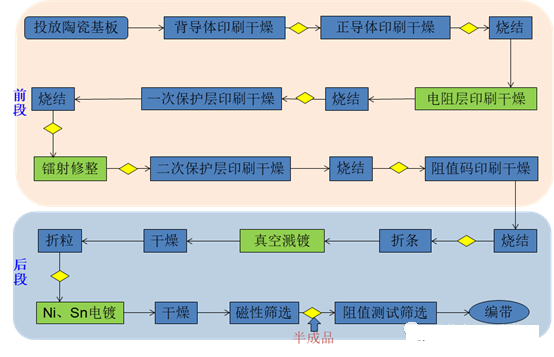
贴片电阻生产工艺流程
生产流程
% s# c8 L1 F% `9 t1 W1 `常规厚膜片式电阻的完整生产流程大致如下:
2 F' \# O7 Q e) Y$ i) b% @& h! R
生产工艺原理及 CTQ
# H* ]( r9 Z$ k9 b! n/ ?9 ~6 x. v n" M" L. t" b
针对上述的厚膜片式电阻生产流程中的相关生产工序的功能原理及 CTQ 介绍如下。
第一步、准备陶瓷基板(氧化铝,结构图中的①)
, ~' q/ a1 U# o! Q! k
第二步、背导体印刷:在一面两边电极增加导体(结构图中的③)
4 _; M& s( g8 I( O$ H8 R% E
" [( Y# T0 I4 s3 D8 E: ]2 [1 y【功 能】背面电极作为连接 PCB 板焊盘使用。
& a5 E7 j" f& v) }' S
【制造方式】背面导体印刷 烘干
& @& E, ^+ X* ~+ ^% [/ F
Ag 膏 —> 140°C /10min,将 Ag 膏中的有机物及水分蒸发。
( z! R! p$ a. x1 K, C9 f基板大小:通常 0402/0603 封装的陶瓷基板是 50x60mm,
( ?& K4 }; G5 ^- G( a1 g& U
1206/0805 封装的陶瓷基板是 60x70mm。
+ x* h* r* ~3 i" N2 K9 D第三步、正导体印刷:翻一面,再在两边增加导体(结构图中的②)
. c6 @) ?" `' A# G1 w5 R+ m" s
5 w+ ?6 C+ w H7 @) m$ [【功 能】正面电极导体作为内电极连接电阻体。
. V0 f6 _- J( I4 b5 |5 }" A1 Q【制造方式】正面导体印刷 烘干 高温烧结
# |* T( R( v& z" S2 }Ag/Pd 膏 —> 140°C /10min,将 Ag/Pd 膏中的有机物及水分蒸发—> 850°C /35min 烧结成型
1 a# ~! v. k2 I; r; k+ z( O
1、电极导体印刷的位置(印刷机定位要精确);
, Q" v! D0 s' Y" T) D6 U2、Ag/Pd(钯)膏印刷厚度(通过钢网厚度进行控制);
1 \8 I4 u: I2 J& P. e3、炉温曲线,传输链速(5.45~6.95IPM(英寸 / 分))。
" U# p* ^' o& E0 }9 }# ~
5 Q6 I7 o8 ~! ]8 w* O0 W
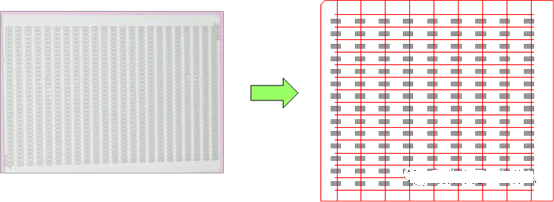
第四步、电阻层印刷:(结构图中的 ④)
1 I0 B2 x2 K5 M, l& P/ |: [' |
( }* W1 b5 y2 ~/ v3 g6 F! `. Q; @【功 能】电阻主要初 R 值决定。
8 V$ X: P7 ~/ z0 k8 v
【制造方式】电阻层印刷 烘干 高温烧结
! `. W0 j; ]( J+ m) }" O
R 膏(RuO2) —>140°C /10min —>850°C /40min 烧结固化
( V* D# e$ [% w
1、R 膏的目标阻值(目标阻值的 R 膏是通过多种原纯膏按一定比例混合
4 Z% H( V8 C* e& M" s调配而成,常见原纯膏有 1R、4R7、10R 、47R 、100R 、1K 、 4K7 、47K 等);
+ `9 L, j( {5 D, ]1 t8 h3 `+ g
2、电阻层印刷的位置(印刷机定位要精确);
8 R* C; p' j3 A0 u( @3 [. ~
3、R 膏印刷厚度(通过钢网厚度进行控制);
6 I/ s ?- S A& ^% W& @) e4、R 膏的解冻搅拌及使用时间(1 周使用完);
: U0 I0 d5 l% b- j, ~& |
5、炉温曲线,传输链速。
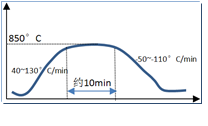
) Z, W: Y/ d3 l, ~第五步、一次玻璃保护:结构图中的⑤
. K o/ K( N$ T- i4 I% i8 Y3 O4 W% O
. R0 Z) m" |: Q7 R& j1 @【功 能】对印刷的电阻层进行保护,防止下道工序镭射修整时对电阻层造成大范围破坏。
7 ~/ l% V1 s% f【制造方式】一次保护层印刷 烘干 高温烧结
! `. [! y, |; y$ p% I; v) Q
玻璃膏 —>140°C /10min —>600°C /35min 烧结
$ O3 _: ~# b6 p, E& g) x( F1、玻璃膏印刷的位置(印刷机定位要精确);
% m1 Y8 o! {6 z" u& d# h7 [# X+ t
2、玻璃膏印刷厚度(通过钢网厚度进行控制);
" B* u2 E* m# v7 a( W
3、炉温曲线,传输链速。
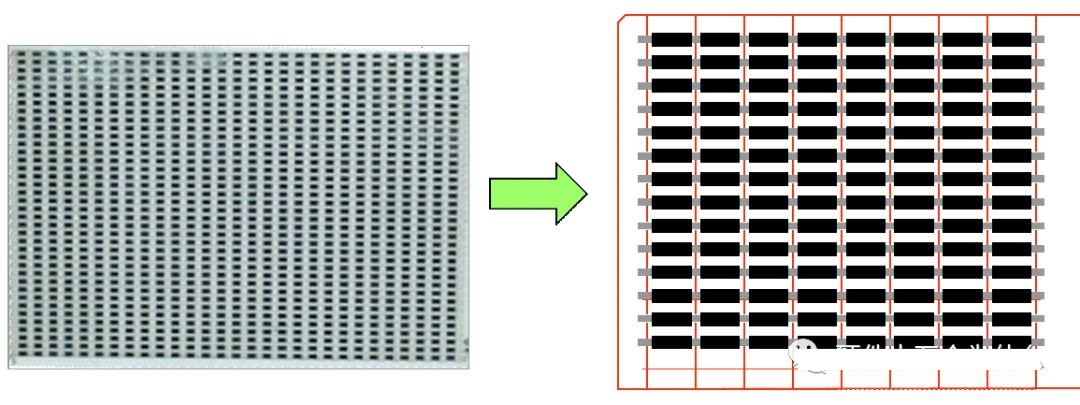
- @5 H. f2 m" |. V第六步、镭射修整
0 P% H% N* i/ o2 d: M
5 i; j+ d: i4 z4 O. ?
【功 能】修整初 R 值成所需求的阻值。
2 z( p5 Y: `# L3 u' P7 V) c
【制造方式】以镭射光点切割电阻体改变电阻的长宽比,使初 R 值升高到需
6 _5 {, |6 W9 J6 ]
求值。R=ρl/s,ρ:材料的电阻率,l:电阻材料的长度,s:截面面积。
+ a6 z y9 v- N0 _CTQ:1、切割的长度(机器);
/ R7 Y3 E6 r* ], f; ~) b* E, V2、切割的深度(以刚好切断电阻深度为宜);
$ |& f7 N: i# R8 p d5 v4 f
3、镭射机切割的速度。
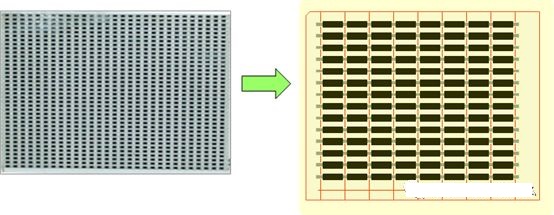
- l7 {' b+ v/ M% T5 N+ J* d1 u* M第七步、二次玻璃保护(结构图中的⑥)
1 e& z6 s' W( r. S+ I: d【功 能】对切割后的电阻层进行二次保护,保护层需具备抗酸碱的功能,
9 g# n% L7 U/ F+ u% k1 N% N& B使电阻不受外部环境影响。
" }2 _8 i P# x1 _( H9 A
【制造方式】二次保护层印刷 烘干
6 T: q" Q) L7 \9 E/ I1 N6 n6 I
玻璃膏 / 树脂(要求稳定性更好) —> 140°C /10min
. Q& i$ v. O4 d+ X; b$ {3 [1、玻璃膏印刷的位置(印刷机定位要精确);
6 t, L" Y. f* [3 |2、玻璃膏印刷厚度(通过钢网厚度进行控制);
( b, b Z8 f9 w6 ^! k) h2 i, P3、炉温曲线,传输链速。
% g1 `; T \; ^6 C4 X" {
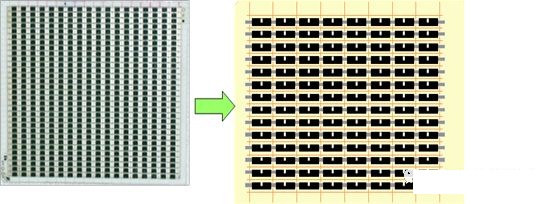
第八步、阻值码字印刷
" U2 ~6 v- k) |( D. V/ n【功 能】将电阻值以数字码标示
' q% n( ~+ M5 |
【制造方式】阻值码油墨印刷 烘干 烧结
$ w/ ~( J( F: M4 g/ b黑色油墨 (主要成分环氧树脂)—> 140°C /10min —> 230°C /30min
" p" p5 [1 x" o1、油墨印刷的位置(印刷机定位要精确);
+ i% q& ^ Q3 O9 Q5 v- i7 N. I/ d3 h5 y2、炉温曲线,传输链速。
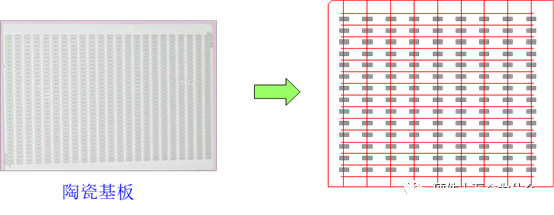
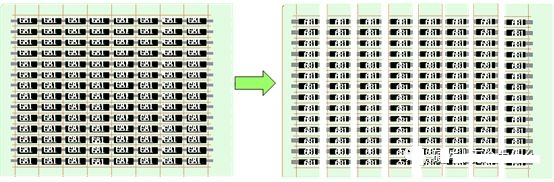
( q" s+ R7 N1 b$ V! W% c' W第九步、折条
- X* ^$ r7 o0 O% J4 l
6 y" o+ ?$ ?& C【功 能】将前段字码烧结后的基板按条状进行分割。
* V1 D" o4 z; @' }7 R/ b【制造方式】用折条机按照基板上原有的分割痕将基板折成条。
! {: {/ r. a* E( `% Y- ]0 E1、折条机分割压力;
$ b! H& { M h' h2、基板堆叠位置,折条原理如图。
3 Z7 e- J( j. n9 p# `4 l
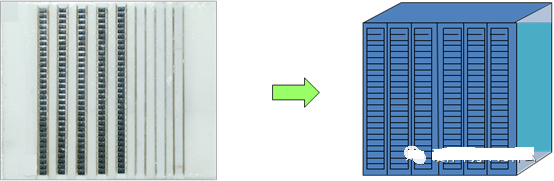
5 [+ O# }! R# j3 { [, T第十步、端面真空溅
) n/ W' R2 N& i2 d. v u/ E9 `
3 _& P* e8 @/ a4 q8 @8 E
【功 能】作为侧面导体使用。
5 H# Z8 a$ q4 @ L- _
【制造方式】将堆叠好的折条放入真空溅镀机进行溅镀 干燥 烧结
( f! j3 V* G7 |, vAg/Ni-Cr 合金 —> 140°C/10min —> 230°C/30min
6 @ }. D& b, G1 ?8 `" q
原 理:先进行预热,预热温度 110°C ,然后利用真空高压将液态的 Ni 溅渡到端面上,形成侧面导体。Ni 具有良好的耐腐蚀性,并且镀镍产品外观美观、干净,主要用在电镀行业。
+ i) c' d4 y$ v- W+ r4 y. \1、折条传输速度;
3 G; _* t8 G" S% A, o5 y
2、真空度;
9 Z; W& c1 K( l& e F7 P
3、镀膜厚度(膜厚测量进行监控)。
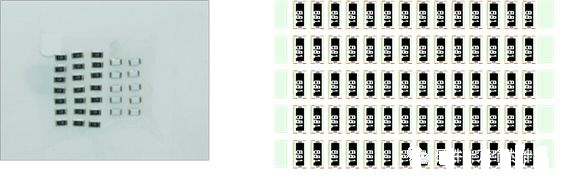
7 [# D0 Y8 u7 A第十一步、折粒
6 E1 @7 e4 V ^) v0 h: e
. T$ r- U) c) P5 {5 p& Z
【功 能】將条状之工件分割成单个的粒状。
: i4 d& c& l9 x1 d8 `( R9 j/ a
【制造方式】使用胶轮与轴心棒搭配皮带来进行分割。
3 p+ A! D& p$ {' ?7 R1、胶轮与轴心棒之间的压力大小;
2 |( ^4 y4 p& g
2、传输皮带的速度。
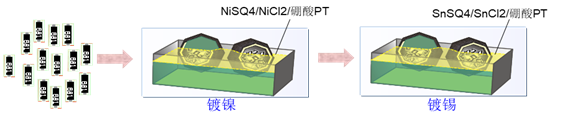
, X# G9 Q9 }1 ~; S8 A1 K第十二步、电镀
8 t, C7 Q$ _/ G1 L" x$ [
M2 d$ W4 G; x8 w/ B. ^! x2 _【功 能】Ni:保护让电极端不被浸蚀。
7 a6 Y6 \4 q/ Y- M9 H& I% d; t2 OSn:增加焊锡性。
% g+ P2 v m S* B# q【制造方式】1、利用滚筒于电镀液中进行点解电镀,滚筒端作为电解的阴极得电子在阴极端还原成镍 / 锡,电解槽端用 Ni 金属 /Sn 金属作为阳极失电子氧化成 Ni2+/Sn2+ ,进而补充电解液中的镍 / 锡离子。
+ s1 h+ @! x J8 B; n" O# E# R
将电镀好后的电阻放入到热风烤箱进行干燥,干燥温度 140°C 约 10min。
?, H' A" u. Q) N1、电镀液的浓度及 PH 值(PH<7)、电镀时间(2 小时);
) y8 q1 ?) s6 e9 I2、镀膜厚度(抽检 5pcs/ 筒,镀层厚度测试仪);
7 F8 [: Q$ u# v& N# J3、焊锡性。
. a+ N r1 u# l6 {注意事项:在电镀前一般加入 Al2O3 球和 Steel 钢球,AL2O3 球使搅拌更均匀,钢球的作用是使得导电性更好。
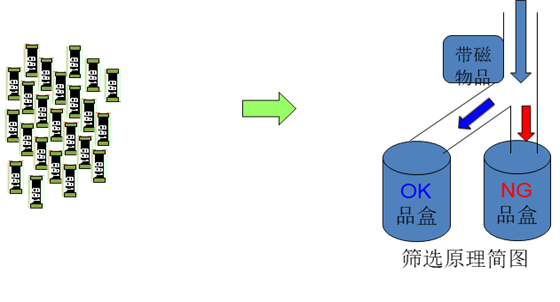
' p. I0 X1 T4 T2 \第十三步、磁性筛选
# d9 q7 k+ L# S$ A2 ]- O% @; I& g C7 w; P$ K: h, g
【功 能】利用镍的磁性将不良品筛选出来。
1 j" ~. P* y. j. R# Z【原 理】
2 r" r! A5 E7 k% G9 I" v( v不良品的磁性小,吸引力小,进行筛选时会自动掉落到不良品盒,
# F6 y6 H* t. A( C& \良品掉落到良品盒。
: s! T b! N2 s1 l6 m/ k: F, z
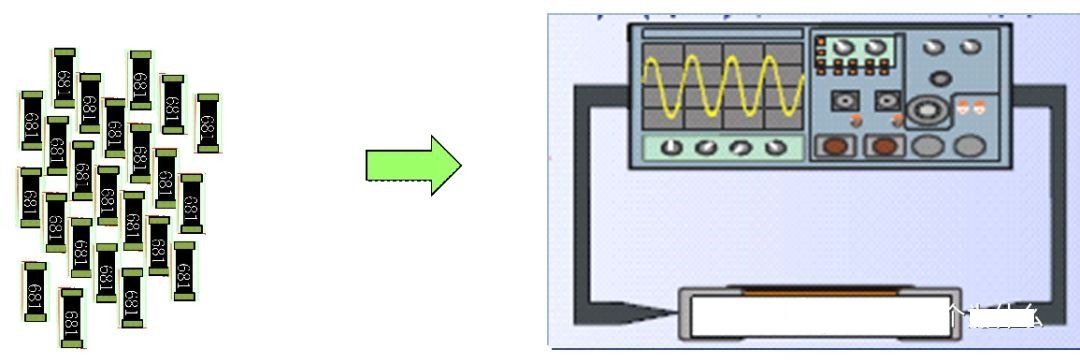
第十四步、电性能测试
0 G/ D D: ~6 l2 t ]6 Z$ x/ y* E" [ M% O4 S) _
【功 能】利用自动测试机对两电极端的阻值进行测试,按不同精度需求筛选 出合格产品。
% g | R" o: A1 R1 a- z【原 理】将自动检测机的电阻表上%数先设定好(一般设 5%、1%、0.1%等),自动检测机上分别安置 5%精度盒、1%精度盒、0.1%精度盒等以及不良品盒。当测试到的产品阻值是精度 5%的则利用气压嘴将产品吹入到 5%精度盒,1%、0.1%类同,当测试到阻值精度不在设定 5%、1%/0.1%,则将其打入到不良品盒。
6 ?! M; A! r* O0 a# F7 V+ W
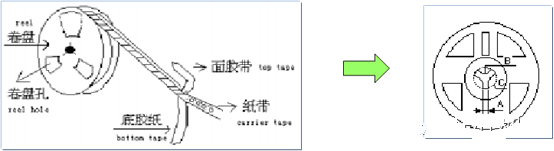
第十五步、编带包装
M. Y# m: U% P" O4 q e$ a4 Q( `; s
【功 能】将电阻装入纸带包装成卷盘
' \/ @/ ~" Q2 k
【制造方式】全自动机器利用热熔胶上下带将电阻封装到纸带孔内做成卷盘。
5 H* j$ B7 ^2 O+ g" g! ?6 w; i; R上面胶带拉力以及冲程压力。
8 r1 U$ n& L# Y4 j0 G- x D0 b9 E
如何确保编带时电阻字码面朝上?
9 V) ]8 }7 F3 B# _& l
在将电阻体装入纸带前装有激光点检器,当字码面朝上时检测 OK 通过,当字码面朝下时利用气压嘴将其矫正为字码面朝上。
- J2 E& J8 s9 I3 r4 u
0 S1 _% v' ~' d8 x' U: m n# ?8 `
3 A, n' d. c; j' v



 /1
/1 






 发表于 2021-3-22 15:12
发表于 2021-3-22 15:12



 收藏
收藏 淘帖
淘帖 支持!
支持! 反对!
反对!