一、实验目的 1、了解铜电解的基本原理; 2、熟悉铜电解精炼的实验方法及电流效率的测定。 二、基本原理 铜的电解,是用钛涂层阳极板作为阳极,用纯铜薄片作为阴极板,相间地装入电解槽中,用硫酸铜溶液作为电解液,在直流电的作用下,发生下列反应: 1、阳极反应 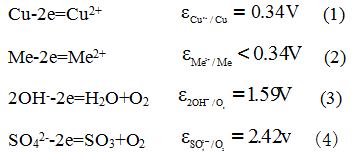 正常情况下,由于OH-及SO42-的标准电位远比铜的电位正,(3)、(4)反应不可能进行;电位比铜负的贱金属将在阳极上优先溶解,但其含量很少,贵金属(如Au、Ag电位远比铜的电位正,不能进行阳极溶解)和某些金属(如硒、碲等和铜形成不溶解的化合物)不溶。成为阳极泥沉入槽底;因此,在阳极上进行的主要反应是铜以二价形态溶解。 2、阴极反应 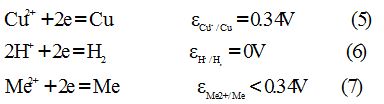 氢的标准电位较铜负,而氢在铜阴极上析出的超电压又很大,故在正常情况下,(6)式不可能进行,电位较负的贱金属不能在阴极上析出,留在电解液中,待电解液定期净化时除去。因此在阴极上进行的主要反应是二价铜离子析出,这样,在阴极上析出的铜纯度很高,称为电解铜,简称电铜(含铜量99.98%—99.99%)。 铜电解时的电流效率,一般系指阴极电流效率而言。它是电铜实际产量与按照法拉第定律计算的理论产量之比,而以百分数表示的一个指标;它直接影响铜电解的电能消耗,电流效率愈低或槽最压愈高,电能消耗愈大,工厂中的电流效率,在一般情况下,约为80—90%。 三、实验仪器及试剂 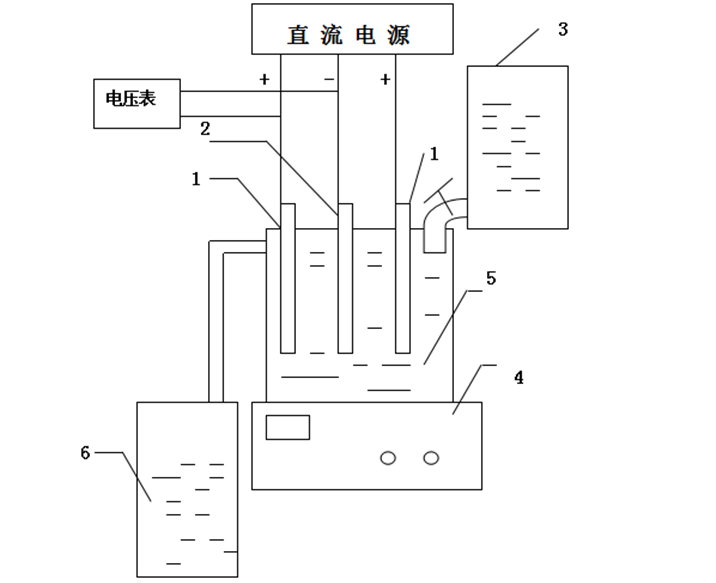 I.实验仪器 铜电解精炼实验装置见图 1,2——铜电极(两块阳极,一块阴极); 3——高位槽; 4——集热式恒温磁力搅拌器; 5——电解槽; 6——CuSO4溶液 四、电解条件 I.温度:55℃—60℃ II.电流密度:200-300A/m2 III.电解液循环速度:V=75—100毫升/分 IV.电解液成份: Cu2+ 35克/升 H2SO4 150克/升 1——直流稳流稳压电源; 2——高位槽; 3——数字电压表; 4——集热式恒温磁力搅拌器; 5——电解槽; 6——铜电极(二块阳极,一块阴极) 五、实验步骤 1.砂纸打光,水洗干净,酒精冲洗,电吹风吹干后称重; 2.将阳极板用20%硫酸溶液浸泡15分钟左右,水洗干净,用滤纸擦干; 3.将阴、阳极板放入电解槽中,阴极板放中间,阳极板放二边,异极板板距为35—40毫米,电板浸入部分高度80毫米; 4.集热式磁力加热搅拌器电源,加热电解液,控制温度在55—60℃之间; 5.调节电解液循环速度,使V=75—100毫升/分; 6.按图接好线路; 7.接通直流稳压稳流电源,使I=1.66A,记下开始电解的时间; 8. 测量槽电压,应为0.2—0.25伏; 9.电解30分钟; 10.掉电源、拆去线路,关闭电解液循环系统; 11.取出电极,用水洗净,将阴极板用酒精擦洗后用电吹风吹干,称重. 六、注意事项 电解过程中,注意观察电流、槽电压、电解液循环速度;控制在所需量。 七、计算电流效率、电能消耗  电能消耗=(平均槽电压×1000)/(1.186×电流效率) (kmh/t?h) 式中:理论析出金属量(克)=电流强度(安培)×电解时间(小时)×电化当量(克/安培·小时) 铜电化当量=1.186克/安培·小时 八、铜电解液几个技术条件控制 控制方法: 1、加强电解铜的标准化作业,为电解提供合格的阳极板。 2、加强电解工序的标准化作业。 3、有配套的工艺措施:净液工序(定时、定量抽取电解液净化) 九、电解工序的技术条件控制进行介绍 1.电解液的温度控制 温度的控制对电解过程的影响至关重要,温度升高,电解液的粘稠度下降;电解液的电阻下降,从而使槽电压下降,电耗液就降低了;铜离子扩散能力加强,阴极附近的铜离子贫化几率也就减小了。但是过高的温度会使添加剂的分解加快,CU+歧化反应发生的可能性升高,加重了铜的损失;电解液的蒸发量加大,会导致劳动条件恶化,能耗上升。 2.流量的控制 (1)不断地循环流动,以保证电解液的温度、流量均匀。 (2)电解液流量的选择要根据设计选定的循环方式、电流密度、电解槽容积来确定。其中电流密度和电解液的流量是正相关的关系。 电解液中CU2+浓度、温度、流量都与电流密度有一个合适的配比,一般在满足CU2+浓度均匀的条件下,尽量降低流量,但随着电流密度的升高,应适当提高电流密度。拿捏好这个关系是搞好生产的重要条件。 操作人员按工艺要求控制好流量,在平时测温时观察槽内流量,对个别温度异常槽进行调整。 3.电流密度 电流密度大于300A/m2,是高电流密度的铜电解,一般永久不锈钢电解工艺选择这个范围的电流密度。它是影响铜电解生产的重要技术经济指标之一: A、影响阴极铜沉积物结垢和性质的重要因素,若电流密度低,产生的细粒、粘附的阴极沉积物。若电流密度升高,产生粗粒、不粘附、多孔的阴极沉积物。电流密度太高就会导致阳极钝化。 B、电流决定了电解的生产能力和劳动生产率。在不增加设备条件的情况下,提高电流密度能增加生产量及生产率。提高电流密度能适当减少电解槽的建设数量,降低成本。 4、电解液的循环 电解液必须不断地循环流通,以保持电解槽内电解液温度均匀,浓度均匀。电解液循环速度主要取决于循环方式、电流密度、电解槽容积、阳极成分等。电流密度高时,应采用较大的循环速度。当电流密度为300A/m2时,电解槽的流量要保持在每分每槽35升左右。 电解液在循环系统中个部分的体积控制标准: 1.循环槽:1.5~2.3m 2.电解槽:2.5~3m 下表为电解液成分及技术条件控制参数列表  『本文转载自网络,版权归原作者所有,如有侵权请联系删除』 |
 /1
/1 
关于我们|手机版|EDA365电子论坛网 ( 粤ICP备18020198号-1 )
GMT+8, 2025-8-4 23:36 , Processed in 0.125000 second(s), 27 queries , Gzip On.
地址:深圳市南山区科技生态园2栋A座805 电话:19926409050